




Oz Andrews
Director
Tyba Home
We use the Geomiq platform as it is the easiest and fastest way to get any of our parts made. They are the obvious choice, highly recommended!
Geomiq makes prototype and production manufacturing easy. From over 300 European and 1100+ worldwide suppliers ready for your projects.
 Parts in as little as 3 days
Parts in as little as 3 days 4 Services, 160+ Materials
4 Services, 160+ Materials ISO9001:2015 & ISO13485 Accredited
ISO9001:2015 & ISO13485 Accredited
All uploads are secure and confidential.

Trusted by

Our ISO9001 and ISO13485 certified quality management systems include Virtual and In-house checks ensure reliable quality across our network.

Upload files, get a quote instantly or within 24hrs. Pay by card or on credit terms with one-click and receive your parts in as little as 3 days.

We provide the best of at least 3 quotes to you, meaning you are always getting the best possible pricing. We are very rarely beaten on price.

All of our 350+ global and local partners are highly experienced, thoroughly vetted and 100% Geomiq approved.
All of our Partners are hand and data picked.
Our stringent onboarding and training processes mean we develop and only work with the top performing suppliers to provide top-notch on-demand manufacturing services. Using advanced predictive data insights, we ensure:

Upload your CAD file instantly, we accept .STEP, .STL, .IGS, .PDF, .DXF , .DWG file formats

Simple parts are quoted instantly and more complex parts are quoted within 24hrs, we show you the best of 3 quotes for you to choose
When you are happy to proceed, you can either pay by card, set up a credit account or share your quote with purchasing team

All goods are Virtual QC checked and then Physically QC checked by Geomiq. We ship globally.
Upload your CAD file instantly, we accept .STEP, .STL, .IGS, .PDF, .DXF , .DWG file formats
Simple parts are quoted instantly and more complex parts are quoted within 24hrs, we show you the best of 3 quotes for you to choose
When you are happy to proceed, you can either pay by card, set up a credit account or share your quote with purchasing team
All goods are Virtual QC checked and then Physically QC checked by Geomiq. We ship globally.

All uploads are secure and confidential.
Oz Andrews
Director
Tyba Home
We use the Geomiq platform as it is the easiest and fastest way to get any of our parts made. They are the obvious choice, highly recommended!
All uploads are secure and confidential.

Discover the fundamentals of CNC machining tolerances and their significance. Learn how to calculate tolerances, explore standard tolerances and etc.

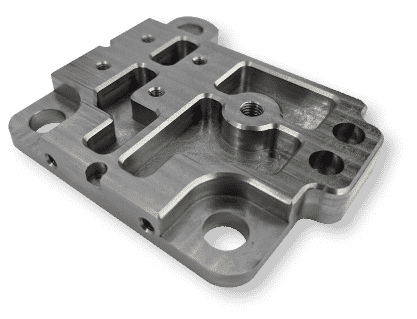
CNC machining is ideal for both plastic and metal parts, but if you are concerned about part price why not take a look at our suggestions for keeping your costs to a minimum.

In recent decades, CNC machining has completely transformed the world of engineering, becoming one of the most popular methods of digital manufacturing today. Read on to find out what CNC machining involves, the different kinds of CNC services available and which might be the best fit for your rapid prototype or production needs.


