
Quick Sheet Metal Design Guide
Sheet Metal Introduction
Forming Basics
Laser Cutting
Tolerances
Features
Sheet Metal Introduction
These basic sheet metal fabrication guidelines include important design considerations to help improve part manufacturability, enhance cosmetic appearance and reduce overall production time.
Basic Principles
Sheet Metal Fabrication is the process of forming parts from a metal sheet by punching, cutting, stamping, and bending.
3D CAD files are converted into machine code, which controls a machine to precisely cut and form the sheets into the final part.
Sheet metal parts are known for their durability, which makes them great for end use applications (e.g. chassis). Parts used for low volume prototypes, and high volume production runs are most cost-effective due to large initial setup and material costs.
Because parts are formed from a single sheet of metal, designs must maintain a uniform thickness. Be sure to follow the design requirements and tolerances to ensure parts fall closer to design intent and cutting sheets of metal.
Forming Basics
Bending
Bending is a process whereby a force is applied to sheet metal which causes it to bend at an angle and form the desired shape. Bends can be short or long depending on what the design requires.
Bending is performed by a press brake machine that can be automatically or manually loaded. Press brakes are available in a variety of different sizes and lengths (20-200 tons) depending on the process requirements.
The press brake contains an upper tool called the punch and lower tool called the die between which the sheet metal is placed.
The sheet is placed between the two and held in place by the backstop. The bend angle is determined by the depth that the punch forces the sheet into the die. This depth is precisely controlled to achieve the required bend.
Standard tooling is usually used for the punch and die. Tooling material includes, in order of increasing strength, hardwood, low carbon steel, tool steel and carbide steel.
Parts to be bent are supplied as flat patterns with bending information. Sometimes bend positions are etched with bend notches, or these notches can be cut out to show the benders where to bend.
Once the laser has cut the flat parts out they can be sent for bending. A press brake forms the flat pattern into a bent part.
Critical Dimensions
The following are some terminology that are used in sheet metal. Designers need to adhere to machinery guidelines when designing for bending. Bends can be characterised by these parameters. Some critical dimensions that need to be considered when setting up sheet metal in CAD software are sheet metal thickness, the k-factor, and bend radius. One needs to check that these factors are consistent with the tooling that will be used in manufacturing. This manufacturing guide gives important guidelines for good design practice.
Bend line - The straight line on the surface of the sheet, on either side of the bend, that defines the end of the level flange and the start of the bend.
Bend radius - The distance from the bend axis to the inside surface of the material, between the bend lines.
Bend angle - The angle of the bend, measured between the bent flange and its original position, or as the included angle between perpendicular lines drawn from the bend lines. Sometimes specified as the inside bend radius. The outside bend radius is equal to the inside bend radius plus the sheet thickness.
Neutral axis - The location in the sheet that is neither stretched nor compressed, and therefore remains at a constant length.
K-factor - The location of the neutral axis in the material, calculated as the ratio of the distance of the neutral axis T to the material thickness t. The K-factor is dependent upon several factors (material, bending operation, bend angle, etc.) and is greater than 0.25, but cannot exceed 0.50. K factor = T/t
Bend allowance - The length of the neutral axis between the bend lines or the arc length of the bend. The bend allowance added to the flange lengths is equal to the total flat length.
K-Factor
The K-factor is the ratio between the neutral axis and the thickness of the material.

Importance of the K-factor in sheet metal design
The K-factor is used to calculate flat patterns because it is related to how much material is stretched during bending. Therefore, it is important to have the value correct in CAD software. The value of the K-factor should range between 0–0,5. To be more exact, the K-factor can be calculated taking the average of 3 samples from bent parts and plugging the measurements of bend allowance, bend angle, material thickness and inner radius into the following formula:

Some basic K-factor values are shown here. Use these as a guideline.
K-factor chart
Wall Thickness
Parts need to maintain a uniform wall thickness throughout. Generally capabilities of of 0,9mm – 20mm in thickness are able to be manufactured from sheet (<3mm) or plate (>3mm) but this tolerance depends mainly on the part.
When considering sheet metal thickness, a single sheet with punches (holes) is a good rule of thumb. Some features such as countersinks are doable but counter bores and other machined features are difficult to produce as they require post machining.
Bending
Bend Radius
Sheet metal bend brakes are used to bend material into the parts desired geometry. Bends that are in the same plane need to be designed in the same direction to avoid part re orientation, to save both money and time.
Keeping the bend radius consistent will also make parts more cost-effective. Thick parts tend to become inaccurate so they should be avoided if possible. Small bends to large.
Consistent Orientation
The bend orientation is uniform across the entire piece. This consistency ensures that the part aligns correctly during the manufacturing process, reducing the risk of misalignment or defects. Parts with consistent orientation are easier to handle, measure, and fit into assemblies.
Inconsistent Orientation
The bend orientation varies, which can lead to challenges in alignment during assembly. The inconsistent angles or directions of bends may require additional steps in production to make sure proper fitting and can potentially lead to higher costs due to reworking or adjustments.
Springback
When bending a piece of sheet metal, the residual stresses in the material will cause the sheet to springback slightly after the bending operation. Due to this elastic recovery, it is necessary to over-bend the sheet a precise amount to achieve the desired bend radius and bend angle. The final bend radius will be greater than initially formed and the final bend angle will be smaller. The ratio of the final bend angle to the initial bend angle is defined as the springback factor, KS. The amount of springback depends upon several factors, including the material, bending operation, and the initial bend angle and bend radius.
Dimensions:
To prevent parts from fracturing or having distortions, make sure to keep the inside bend radius at least equal to the material thickness
Bend Angles:
A +/- 1 degree tolerance on all bend angles is generally acceptable in the industry. Flange length must be at least 4 times the material thickness.
Rule of thumb
It is recommended to use the same radius across all bends, and flange length must be at least 4 times the material thickness.
Minimum Flange Length, b
The bend must be supported all the way until it is complete. The flange must be long enough to reach the top of the die after the bend is fully formed. Brake press operators should be aware of the minimum flange lengths required for their tooling to avoid attempts at bends that may not work. While it's possible to calculate the minimum flange length, having an Air Bend Force Chart on hand makes the process much more convenient.
Material Thickness, t
The thickness of the material is not proportional to the tonnage like the v opening. Doubling the thickness does not mean doubling the tonnage. Instead the bending force is related by the square of the thickness. What this means is that if the material thickness is doubled the tonnage required increases 4 fold.
Work Piece Length, L
Like the v opening the tonnage required is directly related to the length of the work piece. Doubling the work length means doubling the required tonnage. It should be noted that when bending short pieces, under 3” in length, the tonnage required may be less than that which is proportional to its length. Knowing this can prevent damaging a die.
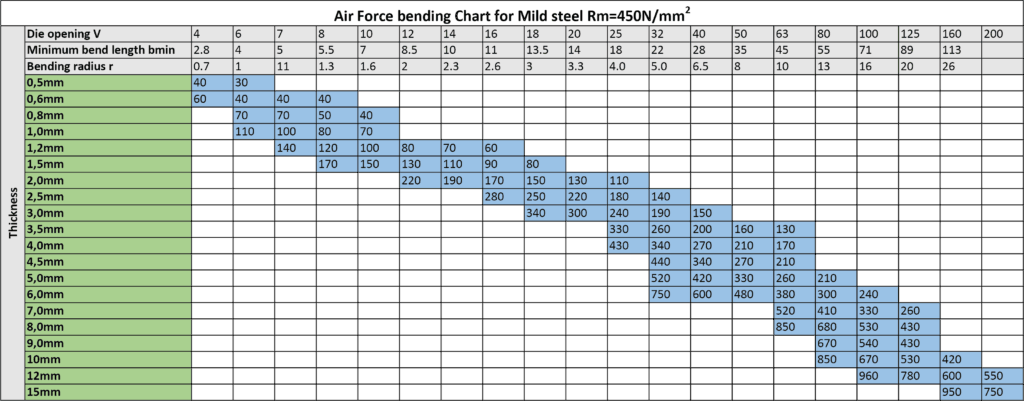
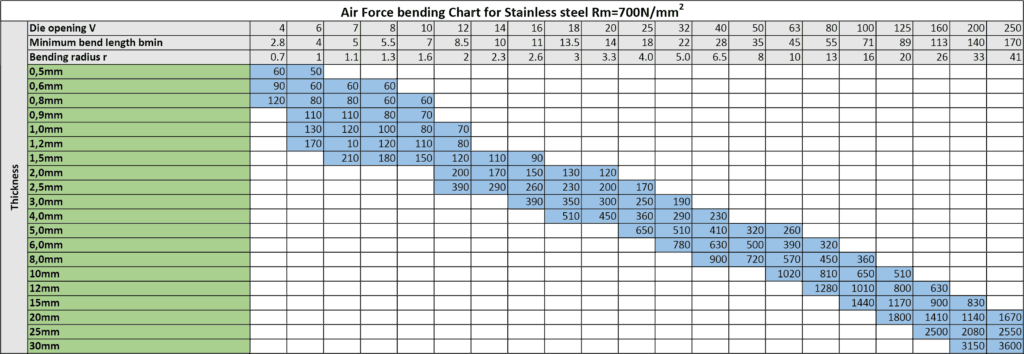
Air Force Bending Chart
The Air Force Bending chart is a chart showing the tonnage used for bending different thickness sheet metal. It is useful for sheet metal designers as it specifies the bend radius and tooling to be used for different thicknesses. It is shown here for mild steel. Designers can use this as a guide when designing the minimum flange length possible with the tooling for different V blocks as well as the bend radius. The following charts are based on the Armada Air Force bend guide.
Bend Relief
When a bend is made close to an edge the material may tear unless bend relief is given.
Bend 1 shows a a tear relief.
Bend 2 shows a rectangular relief cut into the part, the depth of the relief should be greater than the radius of the bend. The width of the relief should be the material thickness or greater.
Bend reliefs are used where a bend extends on an edge. The relief notch is added to prevent tearing. Bend reliefs will be no deeper than the material thickness plus the bend radius.
Bend Height
Bend height Sheetmetal bend height should be at least twice the thickness of the sheetmetal plus the bend radius
H = 2t + r
If the bend height is too small this will result in deformation and low bending quality.
Forming Near Holes
When a bend is made too close to a hole the hole may become deformed. Hole 1 shows a hole that has become teardrop-shaped because of this problem.
To save the cost of punching or drilling in a secondary operation the following formulas can be used to calculate the minimum distance required:
For a slot or hole < 25mm in diameter the minimum distance to Hole 2 centre:
D = 2t + r
As a rule of thumb, the distance from the outside of the material to the bottom of the cutout should be equal to the minimum flange length as prescribed by the air bend force chart.
D = 2,5t + r
When using a punch press, or laser cutting, holes should never be less than that of the material thickness.
Minimum Distance from extruded hole to part edge
Extruding metal is one of the most extreme pressure applications in press working and generates lot of friction and heat. If an extruded hole is too close to the part edge, it can lead to deformation or tearing of the metal. It is recommended that the minimum distance between the extruded holes to part edge should be at least three times the thickness of sheet.
Minimum Distance Between Extruded Holes
Certain distance should be maintained between two extruded holes in sheet metal designs. If extruded holes are too close, it can lead to metal deformation. It is recommended that the minimum distance between two extruded holes should be six times the thickness of the sheet metal.
Minimum Hole Diameter
The diameter of the hole in sheet metal part should not be very small, small holes are created by piercing operation and for manufacture small holes, small sizes punches are required. Small hole size in sheet metal requires smaller size punching tool which may leads to break during the operation. It is recommended that the diameter of the hole should be equal or more than the thickness of the sheet metal.
Laser Cutting
Laser cutting is a type of production that uses a laser to cut different metals. The laser has a high-energy beam that easily burns through the material. Laser cutting can be used on materials such as metal, aluminium, plastic, wood, rubber, etc. Lasers use CNC programming to determine the shape and position ls of the cutouts. Material thicknesses of up to 20mm can be laser-cut. There are advantages and disadvantages in using laser cutting. CO2 lasers are more traditional, and can cut thicker materials but do not deliver such an accurate cut as fibre lasers. Fibre lasers can generally cut thinner materials and have much higher cutting speeds than CO2.
Advantages and Disadvantages
Advantages of laser cutting over mechanical cutting include better workholding, reduced workpiece contamination, better precision and reduced chance of warping as the heat-affected zone is small. Some disadvantages are that laser cutting does not always cut well with some materials (for example, not all aluminium) and it is not always consistent. Despite the disadvantages lasercutting is highly efficient and cost-effective.
Tolerances
General Tolerances
If a drawing or specification sheet has not been provided by the customer, we will manufacture the product from the model to the specifications listed here. Sharp edges will be broken and deburred by default. Critical edges that must be left sharp should be noted and specified on a print.
Material Restrictions
Materials that are not suitable for lasercutting include mirrored or reflective materials, masonite boards, composites containing PVC.
Acceptable Materials
Generally, the following materials are suitable for laser cutting: metal, stainless steel, some thicknesses of aluminium, wood and some plastics.
Localized hardening
Localised hardening takes place on the edges where the laser has cut. This hardening produces a durable and smooth edge without the need for finishing after using the laser cutter
Distortion
A heat-affected zone (HAZ) is produced during laser cutting. In carbon steel, the higher the hardenability, the greater the HAZ. Distortion from laser processing is a result of the sudden rise in temperature of the material near the cutting zone. Distortion is also created by the rapid solidification of the cutting zone. In addition, distortion can be attributed to the rapid solidification of material remaining on the sides of the cut.
Kerf
During laser cutting a portion of the material is burnt away when the laser cuts through, leaving a small gap. This "gap" is known as the laser kerf and ranges from 0.08-0.45mm depending on the material type, thickness and other conditional factors. A minimum distance of 1-2mm between parts needs to be left to avoid accidental crossover cutting.
It is also advised to keep parts 2-5mm away from the edge of the material due to some sheets being warped or slightly off in their sizing. One should always cut parts in the boundary of the sheet size and not use the sheet edges as a border.
Tolerances
Wall Thickness
As sheet metal parts are manufactured from a single sheet of metal, the part must maintain a uniform wall thickness. Sheet metal parts with a minimum of 0.9mm to 20mm in thickness can be manufactured.
Hole Diameter
When designing parts for laser cutting, one should not make holes smaller than the thickness of the material.
Bends
Bends in sheet metal are manufactured using sheet metal brakes. A +/- 1 degree tolerance on all bend angles. Other standard bend radii available, some of which will add additional cost to your part, include:
0.9mm - 1.2mm
1.8mm - 2.4mm
3.8mm - 5.0mm
7.5mm - 10mm
15mm - 20mm
Curls
Curl Feature Guidelines
Curling sheet metal is the process of adding a hollow, circular roll to the edge of the sheet. The curled edge
provides strength to the edge and makes it safe for handling. Curls are most often used to remove a sharp
untreated edge and make it safe for handling. It is recommended that: The outside radius of a curl should not be smaller than 2 times the material thickness.
A size of the hole should be at least the radius of the curl plus material thickness from the curl feature. A bend should be at least the radius of the curl plus 6 times the material thickness from the curl feature
Countersink Holes
Machined and formed countersinks are possible after laser cutting. Machined counter sinks are created with a drill press, while formed counter sinks are created with punch press tooling. Countersink depths should be no more than 0,6mm below the material thickness.
Countersink Tolerance
Countersink Tolerances:
Both machined and formed countersinks are available, conical holes cut into a manufactured object, allowing a screw, nail, or bolt to be inserted flush with the surface. We recommend the major diameters of countersinks measure between 2.3mm and 12.7mm using one of the following standard angles: 82°, 90°, 100°, and 120°. Tolerance for formed countersink major diameter is +/- 0.254mm.
Countersink Dimensions
The distance between countersink centres should be kept to 8 times the thickness of the material
The distance between the bend line and countersink centre should be kept to a minimum of 3 times the material thickness and 4 times the material thickness from an edge.
Hems: The Principle of Hemming
Hems are folds at the end of a part to create a rounded edge.
There are various methods for flattening sheet metal. The hemming process is typically done in two steps: acute-angled bending of the envelope. For the hemming process, high compaction pressure is required, which generates a large axial force. This force affects the material longitudinally in the direction of the machine.
Hem Feature Guidelines
Open and closed hems can be formed as required. The tolerance of a hem depends on the hem's radius, material thickness, and the features near the hem. It is recommended that the minimum inside diameter equals the material thickness, and the hem return length be 4 times the material thickness. Closed hems are folds at the end of a part that create a rounded edge. The tolerance of a hem depends on the hem's radius, material thickness, and the features near the hem. It is recommended that the minimum inside diameter equals the material thickness, and the hem return length be 6 times the material thickness.
Hemming is nothing but to fold the metal back on itself. In Sheet Metal hems are used to create folds in sheet metal in order to stiffen edges and create an edge safe to touch. Hems are most often used to remove a sharp untreated edge and make it safe for handling. Hems are commonly used to hide imperfections and provide a generally safer edge to handle. A combination of two hems can create strong, tight joints with little or minimal fastening. Hems can even be used to strategically double the thickness of metal in areas of a part which may require extra support. It is recommended that:
For tear drop hems, the inside diameter should be equal to the material thickness.
For open hem the bend will lose its roundness when the inside diameter is greater than the sheet metal thickness.
For bends, the minimum distance between the inside edge of the bend and the outside of the hem should be 5 times material thickness plus bend radius plus hem radius.
Holes & Slots: Dimensions
Keep hole and slot diameters at least as large as material thickness. Higher strength materials require larger diameters.
Clearances
Holes and slots may become deformed when placed near a bend. The minimum distance they should be placed from a bend depends on the material thickness, the bend radius, and their diameter. Be sure to place holes away from bends at a distance of at least 2.5 times the material’s thickness plus the bend radius. Slots should be placed 4 times the material’s thickness plus the bend radius away from the bend. Be sure to place holes and slots at least 2 times the material’s thickness away from an edge to avoid a “bulging” effect. Holes should be placed at least 6 times the material’s thickness apart.
Notches & Tabs: Sizing Requirements
Notches must be at least the material thickness, whichever is greater, and cannot be longer than five times their width. Tabs must be at least twice the material thickness or 3.2mm, whichever is greater, and cannot be longer than five times their width.
Bend notches
Notching is a shearing operation that removes a section from the outer edge of the metal strip or part. If the distance between the notches and the bend is too small, distortion of the sheet metal may occur. To prevent this, the notch should be placed at an appropriate distance from the bend, relative to the sheet thickness. Notching is a low-cost process, particularly due to its low tooling costs and the small range of standard punches required.
Clearances
Notches must be at least 3.175mm away from each other. For bends, notches must be at least 3 times the material’s thickness plus the bend radius. Tabs must have a minimum distance from each other of 1mm or the material’s thickness, whichever is greater.
Recommendations for Notch Feature:
Notch width should not be narrower than 1.5 * t.
Length of notches can be up to 5 * t. Recommended corner radius for notches should be 0.5 * t.
Notches must be at least the material’s thickness or 0.04”, whichever is greater, and can be no longer than 5 times its width. Tabs must be at least 2 times the material’s thickness or 0.126”, whichever is greater, and can be no longer than 5 times its width.
Features
Corner Fillets
Filleting or rounding the corners of sheet metal is done to provide a smooth finish. Fillets remove sharp corners making them easier to handle and preventing cuts and scratches.
A fillet is usually designed to be ½ the material’s thickness and filleting makes parts more cost-effective.
Relief Cuts
Relief cuts help parts fall closer to design intent to avoid “overhangs” and tearing at bends. Overhangs become more prominent for thicker parts with a smaller bend radius, and may even be as large as ½ the material’s thickness. Tearing may occur when bends are made close to an edge.
Dimensions
Relief cuts for bends must be at least one material’s thickness in width, and must be longer than the bend radius.
FAQ
How Important is Material Thickness in Sheet Metal Design?
What are the Key Considerations for Bending in Sheet Metal Design?
Can You Explain the Role of the K-Factor in Sheet Metal Design?
What Are the Guidelines for Laser Cutting in Sheet Metal Design?
How Do Tolerances Impact Sheet Metal Design?
What Should Be Considered When Designing Features Like Holes and Slots?
How Are Notches and Tabs Used in Sheet Metal Design?
What Are the Best Practices for Hemming in Sheet Metal Design?
How Do You Ensure Safety and Quality in Sheet Metal Design?
About the author
Sam Al-Mukhtar
Mechanical Engineer, Founder and CEO of Geomiq
Mechanical Engineer, Founder and CEO of Geomiq, an online manufacturing platform for CNC Machining, 3D Printing, Injection Moulding and Sheet Metal fabrication. Our mission is to automate custom manufacturing, to deliver industry-leading service levels that enable engineers to innovate faster.
Join us on the path to better, faster and stronger innovation
All uploads are secure and confidential.